Destylarnia została ulokowana w dawnym młynie przy rzece Teith, który został zbudowany w 1785 roku przez Richarda Arkwrighta. Koło młyńskie zasilało przędzarnię, był to duży zakład, koło młyńskie było uważane za największe w Europie. Zakład tkacki przetrwał do 1964 roku, a w 1969 roku nowy właściciel, związany z destylarniami Tullibardine i Macduff, Brodie Hepburn, wstawił alembiki i rozpoczął produkcję whisky. W 1971 roku zabutelkowali pierwszą single malt pod marką Old Bannockburn. Rok później destylarnię przejęła grupa Invergordon. Od 1974 roku zaczęto butelkować single malt pod marką Deanston. Zamknięta w 1982 roku, a w 1990 roku wykupiona za 2,1 mln funtów przez Burn Stewart. Kolejny raz zmieniła właściciela w 2013 roku, stając się własnością Grupy Distell – południowoafrykańskiego potentata, który za 160 mln funtów kupił wszystkie szkockie aktywa Burn Stewart, czyli także destylarnie Tobermory i Bunnahabhain.
Uważana za najbardziej ekologiczną destylarnie szkockiej whisky. Zasilana turbiną na Rzece Teith, która przerabia 20 mln l wody na godzinę. Nadwyżka energii elektrycznej jest wykorzystywana przez lokalną społeczność. Przez lata działała stara turbina Davida Browna z 1948 roku, teraz zastąpiona nowym sprzętem, stara jest jednak wciąż zamontowana jako element historycznej ekspozycji. Od 2012 roku destylarnia jest otwarta dla zwiedzających.
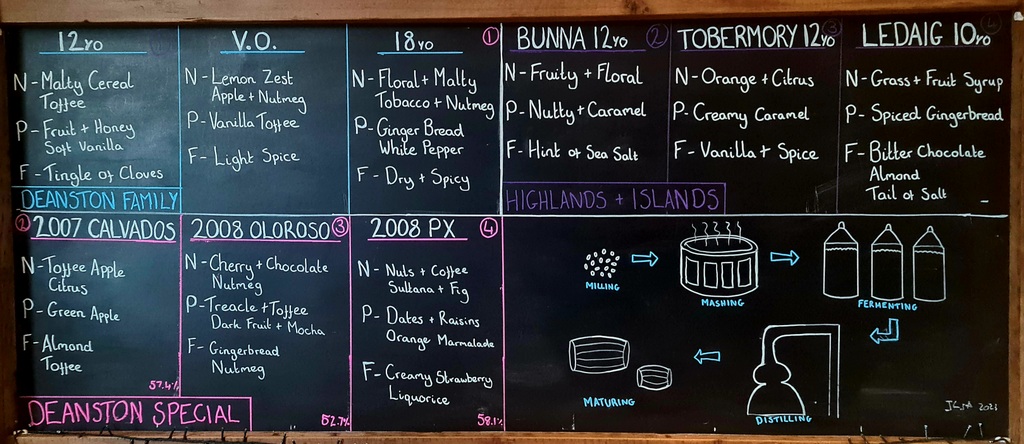
Do produkcji whisky wykorzystują jęczmień z ekologicznych upraw. Firma Simpsons dostarcza słodu, organiczny jęczmień jest zacierany latem i destylowany tylko w tym okresie, przez resztę roku produkuje się whisky bez certyfikatu Organic. Działa tu stary młyn Porteus z 1966 roku, który przerabia dziennie 12 ton ziarna. Jest tu jedna z największych otwartych kadzi zaciernych w Szkocji na 12 ton. Zacieranie trwa 7 godzin, przerabiają 14-15 zacierów w tygodniu. Fermentacja trwa 85 godzin, stosują drożdże gorzelnicze, mają 8 stalowych kadzi fermentacyjnych po 60 tys. l. Alkohol po fermentacji ma 7-8%. – Zależy nam na zachowaniu wysokiego poziomu estrów i oleistych tekstur. Długa fermentacja buduje charakter naszej whisky – mówi Ben Verbeeren.
Mają cztery alembiki, po drugiej destylacji odbierają alkohol z mocą ok. 75%. Odbiór serc trwa ok. 5 godzin. Destylacja jest nietypowa, alembiki nie pracują symultanicznie na zasadzie, że kończy się pierwsza destylacja i automatycznie zaczyna druga. Przeciwnie, mogą być destylowane zupełnie inne zaciery. Nazywa się to unbalanced distillation i jedynie w Deanston oraz w Clynelish stosuje się taki reżim pracy alembików. Jest bardzo duży refluks i kontakt z miedzią. Spirytus jest ręcznie odbierany, nie ma komputerów. Jest oleisty, mączny, słodki. Wszystkie ich whisky nie są barwione i nie filtrowane na zimno, nie stosują torfowego jęczmienia.
Moce produkcyjne to 3 mln l etanolu rocznie. Napełniają beczki z mocą 63,5% lub 65%. Mają 27 tys. beczek, które spoczywają na klepiskach w klasycznych magazynach typu w dunnage warehouse. Pierwsze leżakowanie odbywa się zwykle w beczkach po bourbonie, jednak w ostatnich latach wprowadzono szereg innowacji i finiszowań whisky m.in. w beczkach z dziewiczego dębu, po winach bordeaux, pinot noir, muskacie, sherry palo cortado, pedro ximenez, cream, po porto, także po piwie czy kalwadosie. W podstawowej ofercie są obecnie whisky: Deanston Kentucky Cask Matured, Virgin Oak, 12YO i 18YO.
Polskim importerem jest BevWorks.